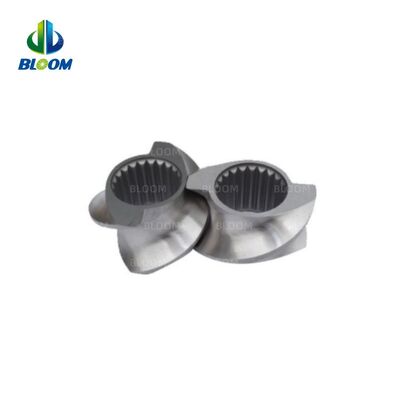
1.Product Introduction
A screw and barrel split liner is a component used in plastic extruder production lines to improve the performance and longevity of the extruder. The screw and barrel split liner is designed to fit inside the barrel of the extruder and is made up of two pieces that are bolted together.
The purpose of the split liner is to protect the barrel of the extruder from wear and tear caused by the plastic material being processed. The liner also helps to reduce the buildup of residue on the barrel, which can cause quality issues with the extruded plastic.
The split liner is typically made from a high-quality alloy steel or a ceramic material, both of which are highly resistant to wear and tear. The liner is engineered to withstand the high temperatures and pressures that are involved in the extrusion process.
The split liner is an important component in any plastic extruder production line, as it helps to ensure consistent quality and performance of the extruded plastic. It is important to choose a high-quality liner that is designed to meet the specific needs of your production line. A well-designed and properly installed split liner can help to extend the life of your extruder and improve the overall efficiency of your production process.
2.New Materials Introduction
Based on long years of experience for the manufacturing, in order to long last the service life of the liner or barrel liner, we developed our special new materials OS02H , a kind of Nickel-Chromium- Tungsten alloy.
Nickel-Chromium- Tungsten alloy has excellent abrasion resistance and corrosion resistance. The increase of Cr content in the nickel-chromium alloy matrix contributes to the oxidation resistance, high temperature resistance and corrosion resistance of the alloy. At the same time, the addition of CrB is better than WC. The microhardness of CrB is as high as 4000-4200DPH, which is close to diamond. It is more conducive to improving the overall strength of the alloy. Due to the high density of WC, it is about 15.7g/cm3, while the matrix of nickel-chromium alloy is only about 8g/cm3. The melting is caused by the uneven surface and depth of the alloy due to the easy segregation of WC, so the content and particle size of WC must be controlled.
Nickel-Chromium-Tungsten alloy( we call OS 02H) hard phase increased to about 50%, OS02 is only ten to thirty,Moreover, the fusion is not sufficient, and the microscopic pores are relatively obvious, which is reflected by the Rockwell hardness HRC of only 52-55.While the Rockwell hardness of nickel chromium tungsten alloy (OS02H) is HRC56-64, the conventional control is HRC58-60. The service life is 3-5 times longer then WR5 or CPM10V.
Nickel-Chromium-Tungsten alloy( OS02H )on the basis of Ni60 in accordance with foreign twin screw working conditions of the formula, greatly improved Hard phase carbides (containing tungsten carbide chromium carbide and other carbides), and the nickel pool fullDissolve. Our Ni-Cr -W alloy layer can reach HRC64 is the best proof.
3.Liner Types
Single metal liner,
Bimetallic compound liner,
Sintered process composite liner
spray welding process composite liner.

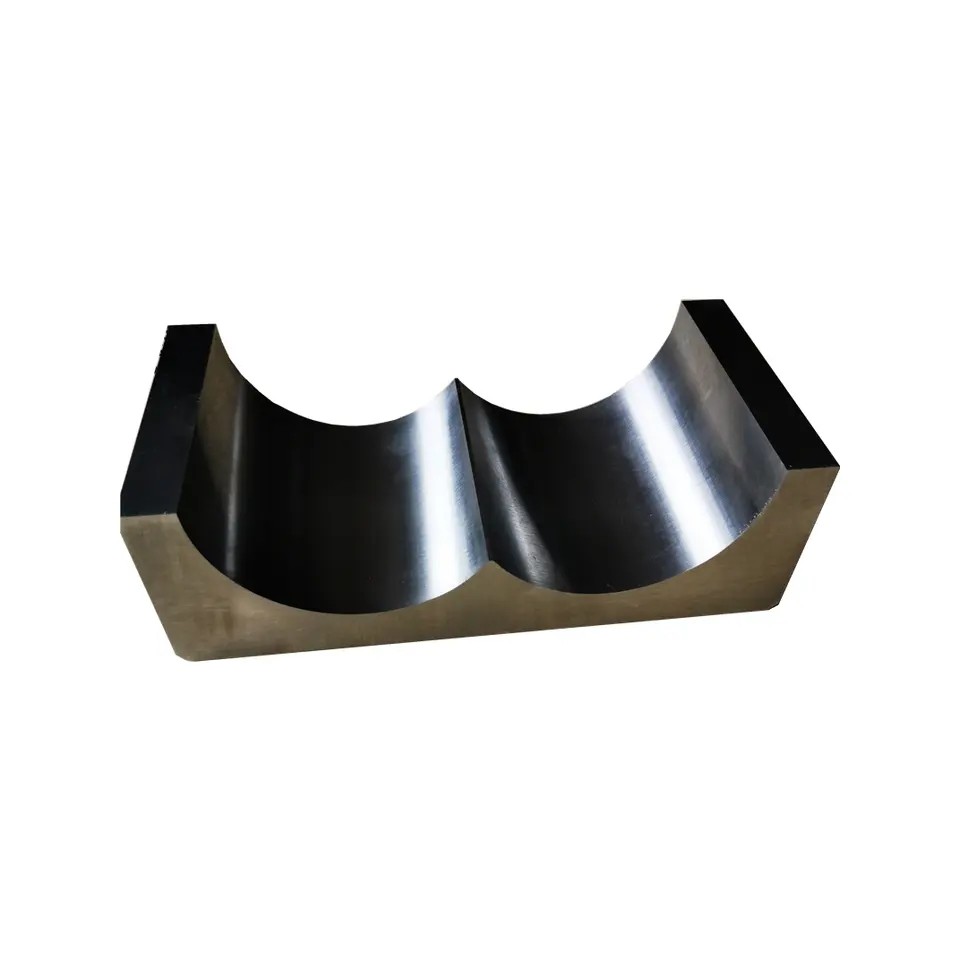
4.Bimetallic Compound Liner Features
Material Parameters Temperature Resistance:
Temperature limit 600℃
Alloy Layer Thickness: ≧1.8mm
Alloy Layer Hardness: 57-64HRC
The Main Process Is Different (from the original sintering process to the current spray welding process) The product has better densification, the hardness can reach more than 57 degrees, and the service life of the product is 3-5 times that of the sintering process.
5.Main Brands Extruder for using the Liner
| Twin screw elements available for the following brands |
| Clextral |
KraussMaffei |
Leistritz |
JSW |
Buhler |
| Toshiba |
Coperion |
Berstorff |
Maris |
KOBE |
| Wenger |
CPM |
6.Production Equipments
At present, the company’s factory area exceeds 3000 square meters, and an additional 3000 square meters are under planning and design, covering the complete production process of material research and development, main component production, and testing. The company has 6 technical person,over 40 workers, and multiple imported production and testing equipment from Taiwan and Germany.
7. Why Choose Us
1) Independent research and development of materials and processes can ensure the performance and process of materials to the maximum extent, and greatly prolong the service life compared with ordinary products, while the main supplier in the market only buy raw materials for machining.
2) Independently develop the process of key products, and constantly improve and enhance the old process to achieve the best product performance.
For example, we changed the production process for barrel liner and liner from sintering to spray welding. Which increased the product service life 3-5 times then normal products.
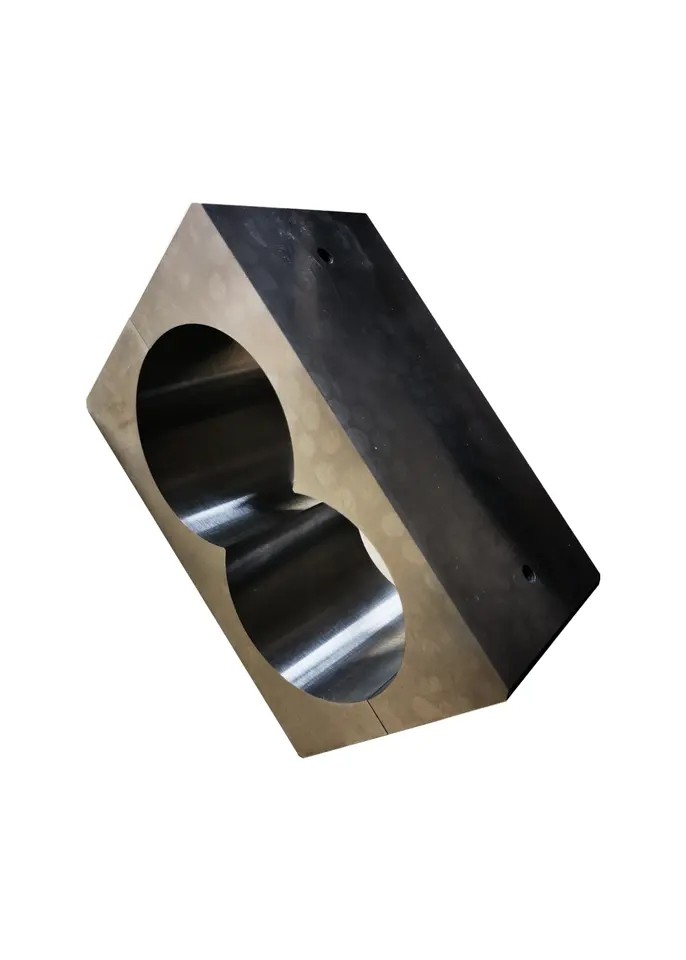
3) Continuously improving and optimizing product appearance of the composite layer ,which greatly improved the service life of products.for the separately linner and Barrel Liner, we changed the Composite layer from thin 8 shape to ellipse flat angle shape, which increased the product service life greatly.